Производство алюминиевой фольги на специализированных фольгопрокатных станах

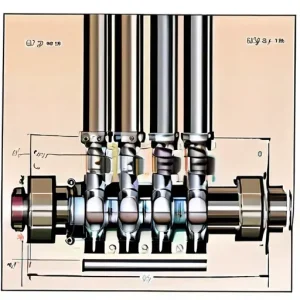
Производство алюминиевой фольги — это высокотехнологичный процесс, сочетающий современные металлопрокатные решения и строгие требования к качеству. В условиях конкуренции на рынке, эффективность и качество продукции напрямую зависят от выбора оборудования и отточенности технологического процесса на специализированных фольгопрокатных станах. Обзор технологического процесса производства алюминиевой фольги Производство алюминиевой фольги включает несколько ключевых этапов: Получение первичного алюминия и …